株式会社フジテックは山口県下関市を拠点に金属熱処理・非破壊検査を事業としている企業です。
〒752-0927 山口県下関市長府扇町12番21号
TEL 083-248-2525 FAX 083-248-4212
熱処理

溶接後熱処理
溶接後熱処理(PWHT:Post Weld Heat Treatment)は、溶接で生じた残留応力の緩和や変形の対策、母材・溶接部・構造物の性能改善(熱影響部の軟化、溶接部の延性、破壊靭性、クリープ特性、耐腐食性能、疲れ強さなどの改善、含有ガスの除去)を目的におこなわれます。
弊社では、局部焼鈍(対象箇所に直接ヒーターを取り付けて加熱する方式)はもちろん、弊社保有の大型電気炉を使用しての炉内焼鈍にも対応しています。
予熱
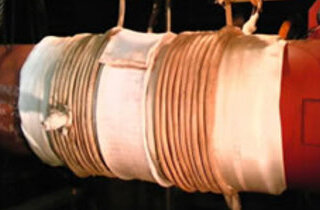
予熱は、溶接施工時に溶接金属と母材との温度差を無くして、溶接部の熱影響による割れ・歪みなどの欠陥の発生を防止するために行うものであります。
予熱の施工温度は施工対象物の材質・メーカー様の仕様などによって変動しますので、弊社では高周波誘導加熱装置をメイン使用機材として、お客様のご要望に沿った施工をすることができます。

固溶体化
固溶体化は、オーステナイト系ステンレス鋼の粒界腐食防止のためにおこなう熱処理です。それらは、主に原子力・化学プラントなどに多く利用されていますが、運転使用中450℃~850℃の温度で結晶粒界に析出物があらわれ、鋼の耐食性に影響を及ぼします。そこで高温(900℃以上)で保持、固溶(鋼の組織の中に溶け込ませる)させた状態から急冷し、高温の組織をそのまま常温にもたらすことにより、それらの不具合を改善する効果をもたらします。その結果、ステンレス本来の耐食性が確保されます。

その他熱処理
弊社は各種材料の焼成、炉壁等の乾燥焚き作業、パイプラインの固着した油脂類の溶融など、金属の熱処理以外の作業でも施工実績がございます。そのような事象がありましたら是非弊社にご一報ください。
保有熱処理装置・設備



| 電気抵抗加熱装置 | 30KW×6点式: 4台 30KW×3点式: 3台 30KW×1点式:30台 20KW×1点式: 6台 10KW×3点式:16台 10KW×6点式:17台 |
| 高周波誘導加熱装置 | 15kw: 2台 20kw:38台 40kw: 3台 |
| 低周波誘導加熱装置 | 160kw:5台 |
| 自動記録計 | 熱電対タイプ :83台 温度抵抗体タイプ : 1台 ハイブリットタイプ: 3台 |
| 電気炉 | 900W× 600H× 900L 24KW 1200℃まで 530W× 500H× 800L 20KW 1200℃まで 1650W×1600H×1700L 90KW 1200℃まで 3200W×2800H×7600L 360KW 800℃まで 450W× 250H× 800L 10KW 800℃まで |
